

About us
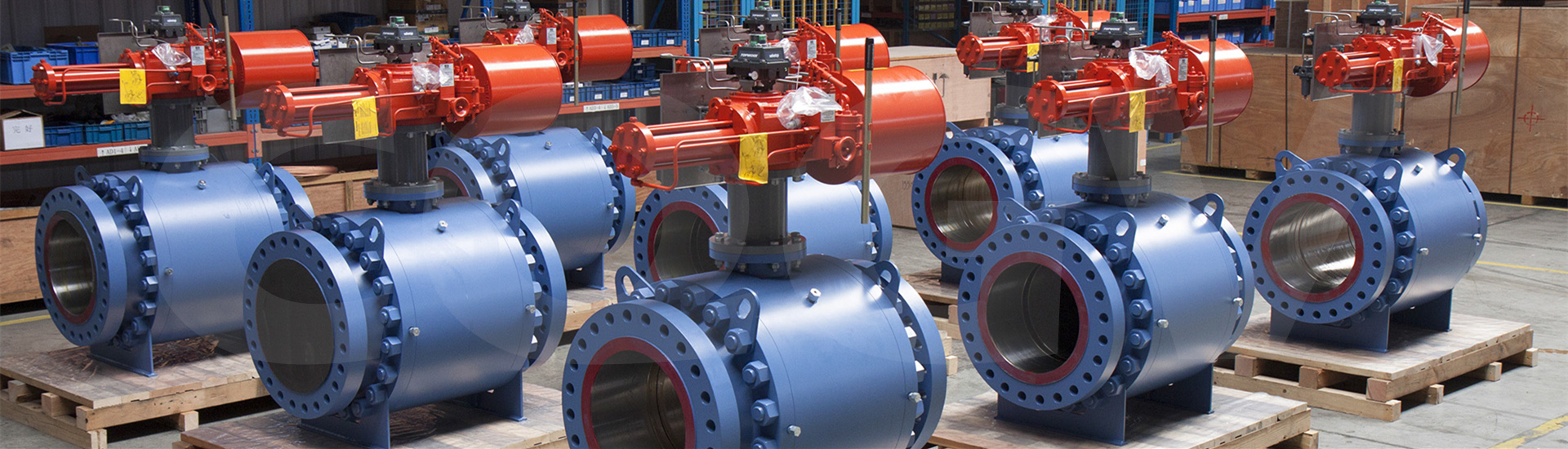
ZheJiang Qin Gong Valve Co., Ltd. is located in Yongjia, Zhejiang. as a professional development valve company, producing and selling quality valves. The company has a professional three-dimensional valve technology research and development and performance testing center, X-ray, thickness gauge, hardness tester, spectral optical inspection, ultra-high pressure testing equipment, CNC drilling, and milling and other precision supporting instruments. In order to ensure the accuracy and quality of the products, and to introduce advanced production technology and management experience, strictly implement ISO quality standards and valve industry standards, to ensure that users buy high-quality valves, use assured. All CQGV products are designed and manufactured by experienced engineers to provide safe, reliable and economical valve , actuator technology solutions... ...











